





By Gerteis Maschinen…
Subscribe to Supplier
Subscribe to Supplier
Advanced pharma roller compaction concepts from Gerteis®
More than three decades of constant development and innovation has made Gerteis® from Switzerland an internationally respected expert in pharmaceutical granulation by roller compaction.
The versatility of renowned Gerteis® pharmaceutical roller compactors, including POLYGRAN®, MACRO-PACTOR® and MINI-PACTOR® support compaction of all kinds of pharmaceutical powders. Also products with challenging characteristics are possible.
Basic pharma tablet compaction process
The overall tableting compaction process consists of six basic steps when performed on tablet press only:
- Prepare formulation ingredients: appropriate quantities of formulation ingredients (active ingredients and excipients) are weighed and dispensed, with preliminary particle size reduction carried out where necessary.
- Pre-mixing: Weighed and dispensed ingredients are mixed into a uniform powder blend, with some lubricants added where required to enhance powder flow during slugging and prevent sticking in the die during precompression.
- Precompression into slugs: During ‘slugging’, mixed ingredients are precompressed into flat large tablets or pallets termed slugs that are typically 25 mm in diameter and up to 15 mm in thickness. Note that slugs can exhibit considerable variations in mechanical strength, which why slugging is falling out of favor as a separate dry granulation step. In the Gerteis® method, precompression is built into the roller compaction process itself.
- Milling/sieving: Formed slugs are broken up into smaller pieces using a hammer or other mill, with milled slugs screened to produce uniform granules.
- Add disintegrant/lubricant: After screening, the remaining lubricant and other extragranular excipients such as disintegrant, glidant etc., are added to the granulation and mixed gently to achieve a uniform blend.
- Final tablet compression: Mixed granules are compressed into tablets using either single or rotary tablet press fitted with appropriate punches and dies, and coated, where required.
Oral solid dose drug products (commonly known as tablets) typically consist of a powdered formulation that includes the drug substance or API, various excipients, and intermediates and fillers. Since OSDs differ in final form, dosage requirements, and their individual ingredient characteristics (including density, particle size, and powder flowability) they require different manufacturing methods and platforms. The three most commonly used tablet manufacturing processes are;
- Dry granulation: This process only involves combining powders via a variable intensity motive force such as high force compaction in a roller compactor to ‘work’ the powders into a dense granular ‘ribbon’ that can be compressed or encapsulated. Dry granulation has some significant manufacturing advantages, including being an essentially contained process with low dust generation, high flowability of powders, good control over particle size and uniformity for more consistent ingredient distribution, and high affinity with direct compression tablet manufacturing. After mixing powdered ingredients, essentially the only equipment required is a roller compactor that performs three key functions: feeding in and compacting the particles, creating a ribbon of the compacted granules, and sizing them.
- Wet granulation: A combination of liquids and solids is mixed via variable intensity motive force (high shear or low shear) in a granulator to produce dense granules that can be compressed or encapsulated. This usually involves agglomerating particles into granules using a binder solution sprayed into the process. Wet granulation is a more complex process, with subsequent drying and screening required.
- Direct compression: A platform that involves combining powders via a low-intensity motive force such as a blending tumbler to homogeneously combine the powders into a final mix ready for compression into tablets or used to fill capsules. Since the DC process does not directly impacting or physically change the source particles, it preserves ingredient combination and homogeneity. It is also less equipment intensive with just a tumble blender and charging/discharging system needed to feed powder directing into a tablet press or dosing systems for sachets/capsules.
Pharma roller compaction concepts
In the pharmaceutical granulation process, powder particles are made to adhere to each other, resulting in pharmaceutical granules as larger, multi-particle entities.
Dry granulation roller compaction is an agglomeration process relying on high pressure to bond powder particles together to form the so called ribbon, also known as briquettes or flakes. The effectiveness of this powder agglomeration bonding is affected by the compressibility, deformation and fragmentation characteristics of the basic materials.
In wet granulation, the pharmaceutical powder agglomeration process is performed while adding liquids to the powder. However, this requires further manufacturing steps, including preparation of damp mass, wet screening, drying of granules, dry screen sizing, and lubrication of granules.
Either way, the compacts thus obtained are called briquettes, flakes or ribbons.
In contrast to wet granulation, dry granulation is an inherently more continuous process, where it is possible to move directly from dry granulation into tablet compression manufacture. This results in various economic advantages, not least increased throughput reaching 400 kilograms per hour (kg/h), along with lower requirements for buildings or equipment, coupled with lower energy requirements and maintenance costs.
Density, flowability and compressibility
Flowability and compressibility are both important factors in determining how powders will behave under roller compaction, and both variables are to large extent product of densities, expressed both as poured density and tapped bulk density (tap density).
Poured density describes the ratio between ‘loose’ mass of particles and the volume, while tap density is defined as the ‘packed’ density of the same quantity of powder blend when subjected to defined external force. Tapped density is therefore a highly useful measurement of the minimum packed volume achievable for any quantity of powder, which will depend on particle shape, size, PSD (particle size distribution), and surface characteristics, as well as the agglomerated state (cohesiveness) of the powder. Thus tap density of a material can be used to predict both its flow properties and its compressibility, which are the two key factors in predicting how materials will behave in roller compaction and tableting and ultimate product qualities, such as tablet strength, porosity and dissolution characteristics, as well as capsule or sachet filling performance.
The poured density and tap density of powdered materials form the basis for the Carr Index (or Carr’s Compressibility Index) , which uses the relationship between freely settled bulk density and tapped density to quantify the compressibility of a powder and thus predict its flowability. Similarly, the Hausner Ratio between tapped density to poured density is an indicator of interparticle friction, again with higher results indicating poor flowability.
Gerteis® roller compaction
A Gerteis® Roller compactor generally consists of three major sub-modules that combine powder feeding, compaction and milling into one machine. The roller compactor therefore comprises:
- Feeding system to convey powder to the compaction area between the rolls
- Compaction unit where force is applied between two counter rotating rolls to compact powder to a ribbon.
- Size reduction unit to mill the ribbons to desired uniform particle size distribution.
The Gerteis® compactor compresses the powder between two rolls by applying a force, which is the most important parameter in the dry granulation machine process. The applied force is expressed in kN/cm, being the force per cm roll width. At a given force, depending on the amount of powder conveyed to the rolls, the powder will be compacted to a predefined ribbon thickness.
A precise process control with respect to both force and gap is essential to obtain even granular properties from a homogenous ribbon. Unlike fixed gap roller compactors, Gerteis® floating gap machines can continually vary distance between the rolls according to the amount of powder in between them, ensuring constant force applied to the powder, minimizing property fluctuations in the granules.
Resources
Click on The Gerteis Concept to earn more on dry granulation roller compaction principles.
Click on Influence of Roller Compactor Process Parameters on Granule properties to see highlights of joint study by Gerteis® and Freeman Technology Ltd.
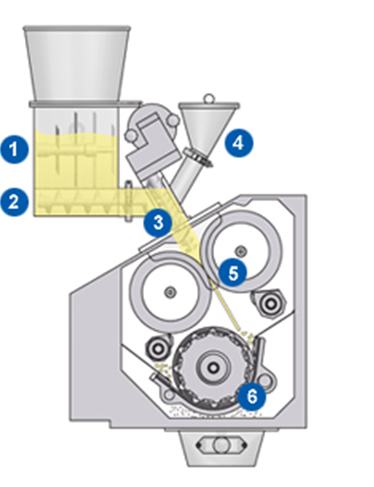
Schematic of Gerteis® roller compaction method showing: (1) Inlet funnel with agitator, (2) Feed auger, (3) Tamp auger, (4) Small quantity inlet funnel, (5) Press rollers with ribbon, (6) Rotor with desired granules.

Gerteis® MACRO-PACTOR®: flagship pharma roller compactor.

Gerteis® MINI-PACTOR® optimized for laboratory and medium production.

Gerteis® Mini POLYGRAN®: compact and mobile pharma roller compactor.
Related Articles










