




By Skyepharma Production…
Skyepharma Analytical Services: Specialized teams
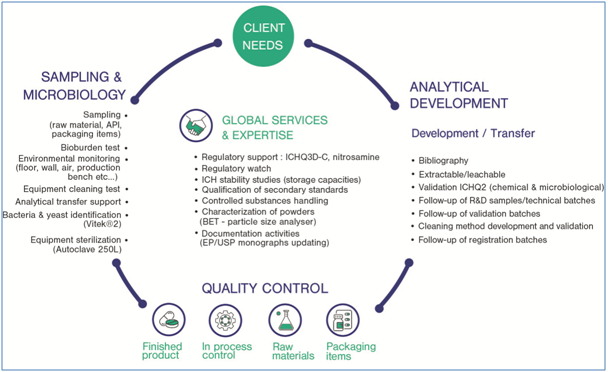
Full-service CDMO Skyepharma Production S.A.S. (Skyepharma) offers analytical services to support all stages of product development and manufacturing. These services include analytical development and quality control on packaging items, raw materials, finished products (chemical and microbiological analysis) based on European and US regulations.
Skyepharma cGMP laboratory services are delivered by specific teams of 30 people specialized in Sampling & Microbiology, Quality Control (QC), and Transfer & Analytical development, working co-operatively and synergistically to promote total agility and expertise from development to New Product Introduction (NPI) to ensure finished product quality.
Quality Control & Analytical Development teams working closely together
Skyepharma’s QC laboratory ensures full traceability and GMP compliance of each excipient and API through to finished product: This service includes:
- Analysis of raw materials and active ingredients: carried out in accordance with the applicable pharmacopoeias (EP, USP) or internal standard operating procedure.
- Control of the cleaning of production equipment between each campaign.
- Analytical assessment and documentation update for each EP/US publication
- Analytical studies of API changes in commercial finished products.
As part of Skyepharma’s transformation from CMO to CDMO from 2016, it has added formulation development to its service offering, creating an analytical development (AD) team that works as part of a shared Quality Control and Analytical Development laboratory, to promote greater flexibility and agility. For instance, when a project moves from AD to QC as part of scale up to production, the AD team can brief QC colleagues on product specifics and client needs. This knowledge transfer is very important in enabling greater synergy and versatility in product development. AD technicians are also able to help QC specialists in method and process development.
Following Skyepharma’s acquisition of new bottle and blister packaging lines in 2018, it added control of packaging items to its capabilities, with all packaging items being tested before and after packaging campaigns, directly on site. for greater speed and efficiency.
Sampling and microbiology
Skyepharma also carries out microbiological analysis internally in its own laboratories, allowing it to offer greater autonomy and flexibility.
For bioburden testing, Skyepharma can ensure full control over finished products and raw materials including all water loops. In addition, the microbiological lab can assess manufacturing equipment and test for environmental monitoring according to criticality (floor, wall, air, production bench, etc.)
As part of any new projects, the microbiology unit can undertake method development and actively participate in analytical transfer.
The Skyepharma microbiology laboratory is equipped with the Vitek® system for fast, reliable and fully automated bacteria and yeast identification as well as 250 L capacity autoclave for equipment sterilization.
Analytical Development team
Skyepharma has extensive experience in every phase of the development process, including analytical method development expertise and capabilities that allows it to support clients in product development, resolving any issues that might arise.
The AD team also works in day-to-day collaboration with the NPI department in direct analysis of prototypes made by the development team. Again, these real-time evaluations promote greater flexibility and speed project development.
Skyepharma’s AD team develops specific analytical methods within limited time frames to assess robustness from bibliography studies, screening parameters, and sample preparations.
Analytical development services include:
- Analysis of all R&D samples and technical batches
- Follow-up of the analysis of the prototyping formulation during the early stage development
- Evaluation of the deterrent properties of formulations, recommended by recent regulatory guidelines
- Analytical transfer from laboratory to QC
- Method development, optimization and method validation exercise according ICH guidelines
Analytical development uses ultra-high performance liquid chromatography (UHPLC) equipment to develop new analytical methods. These columns outperform HPLC in consuming less material and allowing much faster and more sensitive analysis: possibility to reduce the injected quantity which can be interesting in the case of standards and/or expensive samples.
Laboratory equipment suite
The Skyepharma laboratories are equipped with a sophisticated suite of equipment for Identification, Characterization, and Analysis. This includes:
- Centrifugation for heat-sensitive products
- Surface area and pore size analyzer (BET)
- Friability, disintegration, viscometry, etc.
- Brookfield viscometer
- UV-Visible and IR/NIR spectrophotometers (Perkin Elmer)
- Karl Fisher titrator (Mettler)
- Potentiometry
- Laser diffraction particle size analysis (Malvern)
- Total organic carbon (TOC) analyzer
- HPLC/UHPLC (water/agilent) with PDA multiwavelength detector, UV detector, refractometer
- Gas chromatography (GC) detectors: FID & TCD
- UV On-/Offline automated dissolution testing (SOTAX)
- Automatic Mortar Grinder
The Sampling Area is equipped with 19 Stability Chambers that can maintain a full range of ICH temperature and humidity conditions (25/60, 30/65, 40/75, 30/75, etc.) as well as refrigerated and frozen conditions. This high storage capacity allows Skyepharma to conduct annual tests as part of the stability program of our customers’ products.
Microbiology equipment includes a Vitek® system for automated germ identification and 250 liter capacity autoclave.
Skyepharma’s laboratory Infrastructure allows handling and analysis of narcotic drugs or controlled substances, while laboratory rooms are equipped with yellow light for handling photosensitive compounds.
Using BET Surface Area and Pore Size Analyzer, technical teams can characterize substances for several applications to guarantee process repeatability and API conformity as well as study porous structure of raw materials, impacting on final product properties such as dissolution profile, shelf life or bioavailability.
Related Articles










