




By KORSCH AG
KORSCH solutions for multilayer tableting
Berlin, Germany: – A technical bulletin from tablet press technology leader KORSCH AG highlights the challenges involved in producing high quality multilayer tablets to deliver combination therapeutic payloads in a single oral solid dosage (OSD) form.
The article ‘Key Considerations in Multilayer Tableting’ published on the KORSCH website is authored by Product Manager Jean-Yves Balfin presents solutions for a multilayer manufacturing process that is far more complex than just repeating the single layer compression cycle multiple times.
Multilayer complexities
“In reality, only the beginning of the process is classical, up to the dosing of the first layer. From that point onwards, the differences become more obvious,” M. Balfin points out.
He shows how addition of further tablet layers in a tablet creates several complexities, such as preparing the previous layer to allow bonding with the next one, while maintaining perfect separation line.
Furthermore, filling of subsequent layers cannot pull down the lower punch as one would in classical single layer compression cycle using a filling cam. The risk of cross-contamination between layers rules out recirculating powder from the feeder. Finally, there are the challenges of regulating final tablet weight while having several layers in the die or sampling individual layers.
Manufacturing considerations
The article shows how these complexities mean that every part of the manufacturing process needs to be optimized for multilayer production.
- Filling: For all subsequent layers after the base one, filling relies on upper punch penetration alone to create space inside the die to fill the next layer, with use of fill cam ruled out by the tamped first layer remaining inside the die due to radial die-wall forces. Thus, the upper punch penetration must both make space in the die while also pushing the tamped first layer deeper to make room for the next layer fill.
- Tamping: Low tamping force (100 N-1000 N) is typically applied to the intermediate layers with a minimum densification effect, so that a flat surface is created for the next layer filling. The tamping force is then used for the weight regulation of the corresponding layer.
- Layer separation: The best way to keep each layer from passing into the next layer feeder is to contain the material in each feeder and incorporate an integrated dust extraction nozzle to capture any fines or residue that may escape each feeder.
- Weight control: Single-layer tablet weight is controlled by the main compression force. While multilayer tablet weight control is based on the same principle, the lower forces applied when tamping require force measurement transducers which have an increased sensitivity.
- Layer sampling: Sampling a single layer is problematic where it is only tamped and the compression cycle unfinished. Intermediate layer sampling can be achieved by increasing the force during sampling to produce a sample that is hard enough to permit a weight measurement. Some tablet presses can eject each separate layer through an additional outlet channel located just after tamping. Others are equipped with retractable feeders, and the layer is ejected through the general discharge chute. In this case, layer hardening is executed at the final compression station, and the tamping force remains under automatic control during layer sampling.
Key process parameters
The article identifies four process parameters as crucial in multilayer tableting:
- Turret speed: Since the multi-layer compression cycle is more complex than that for single-layer tablet it requires ultra-precise setup. Turret speed and the related dwell times for filling and compression are, therefore, critical parameters for achieving the targeted layer weight and hardness.
- Filling: The time and space dedicated to the filling of the successive layers are more limited than when manufacturing single tablets making all parameters related to the filling of the different layers critical for achieving weight uniformity. Feeder paddle configurations and speeds, as well as upper punch penetration settings, are keys to achieving target parameters, such as weight uniformity and hardness.
- Tamping force: A tamping force study is generally recommended to establish the maximum force at which delamination (i.e., layer separation after tableting) will occur. This maximum force must also be sufficient to create a clear and horizontal dividing line between the layers, again requiring more sensitive force measurement transducers.
- Vacuum for layer separation: Effective layer separation is crucial for multilayer tablets, not only for aesthetic reasons, but also for chemical and pharmacological purposes (such as incompatibilities between the APIs, the different release profiles, etc.). Again, use of vacuum dust extraction involves a delicate balance – high enough to avoid cross-contamination between layers but not so high as to adversely impact production yields or compromise layer weight uniformity.
Multilayer solutions
Finally, M. Balfin addresses solutions available to multilayer tablet producers.
“The important thing is to achieve enough upper punch penetration to produce the required layer weight. There are upper punches adapted to multilayer compression (i.e., the upper punch tip must be longer than the maximum insertion depth, while the lower punch and the die are the same as for single-layer tableting). There are also some tablet presses with a ‘deep fill’ option,” he points out.
“There’s also the need to achieve the right flow of the different layers with less space and time to fill the die. For this requirement, there are several configurations of feeders available,” he adds.
Balfin suggests use of special compression rollers with strain gauges adapted to low force ranges to measure reduced tamping forces with high accuracy. He also points the need to optimize formulation and lubrication with excipients especially adapted to multilayer applications to address the delamination risk, combined with extra care in setting tamping force and dwell time.
“Lastly, steps should be taken to avoid cross-contamination between two or more different products handled at the same time in the same machine. This can be prevented by special execution of the feeders with a sealing of the gap between feeder plate and die table, optimized die table scraping, and dust extraction before each feeder,” Jean-Yves Balfin concludes.
About KORSCH AG
KORSCH AG is a family-owned specialist equipment manufacturer that has evolved over the course of more than a century to become one of the world’s most respected names in tableting.
Based on its near-unrivalled experience in tablet compression technology, KORSCH now offers a broad ranging portfolio of highly innovative products that cover almost every conceivable tablet manufacturing application, including initial feasibility and formulation research, scale-up, clinical production, and full scale 24/7 production.
KORSCH presses are used worldwide, supported by a global network of sales and technical service specialists and innovation centers.
KORSCH’s core business is in the design and production of tablet presses for pharmaceutical and nutraceutical applications, with a current range of more than 12 platforms, ranging from the XP 1 Single Punch Press for R&D use to the TRP 900 Five-Layer Rotary Press built for continuous 24/7 operation.
Since 2022, the KORSCH range has been enhanced by the addition of sophisticated STYL’One research compaction simulators from French-based MEDELPHARM.
Learn more at: www.korsch.com
Resources
Click on KORSCH Key Considerations in Multilayer Tableting to access original article.
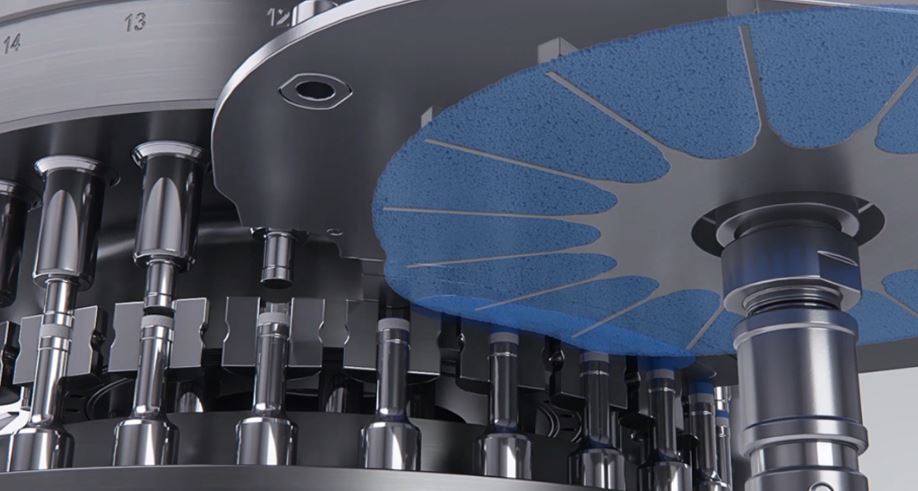
Second layer filling on KORSCH X 3 Tablet Press.

KORSCH X 3 features retractable feeder for individual layer sampling.

Jean-Yves Balfin, Product Manager, KORSCH AG.
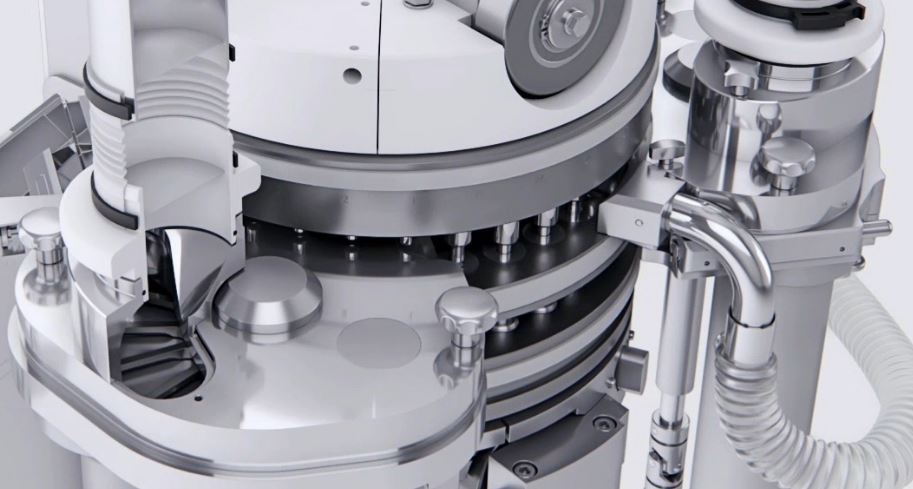
Dust extraction system on KORSCH X 3 press to ensure clean layer separation on multilayer tablets.
Related Articles










