





By Körber Pharma…
Subscribe to Supplier
Subscribe to Supplier
Defining ideal modular design for effective pharma packaging
The essence of modular design is to create an overall architecture in which a complex product or system is broken down into discrete component ‘modules’ or ‘skids’ that perform specific roles and that can be integrated at will into the overall structure.
Modularity occurs in nature, with different species sharing organs and body parts such as eyes, hearts, lungs, livers, etc. that work in essentially similar ways and perform essentially identical functions.
Nor is industrial modularity a new idea: Standardized and interchangeable components were evident in the architecture and military machine of the Roman Empire and in the birth of standard caliber artillery systems in the 16th century. In the early industrial age, railways, signaling and telegraph systems and manufacturing machinery, such as 19th century cotton looms, all used modular components.
More recent examples of modularity in production include automobiles, telephone networks and renewable power generation. It is especially seen in computers, in which seemingly different branded systems incorporate standardized and shared components such as displays, processors, drives, solid state memory, and connectors.
For Dividella, defining ideal modular design for effective pharma packaging means keeping in mind not only efficiencies and adaptability in the production process but also the demands of the end-user in overall packaging solutions.
Basics of modularity
When executed correctly, modularity can deliver two seemingly incompatible benefits: standardization and customization.
The system can be standardized to the extent that modules can be simplified and produced more economically than a single bespoke system as well as being made reusable.
At the same time, the adoption of modularity enables systems to be more easily tailored to individual and specialized demands and applications by selecting only those modules that are most appropriate and using them in varying configurations and combinations
Adopting modularity in manufacturing and packaging can allow organizations to design processes that can respond more rapidly to changing market needs and allow changes to be applied more quickly and cost-effectively.
A truly modular system can therefore be recognized as having three core characteristics:
- It is functionally partitioned into discrete modules, each of which is scalable, universally applicable across the system and reusable
- It uses components that are interconnected using well-defined modular interfaces
- The interfaces comply with recognized industry standards
Besides reducing cost in both implementation and operation and enhancing flexibility, modularity can also offers benefits in up scaling and adaptation with plug and play expansions.
Ideal modular design for effective pharma packaging
Implementing a successful modular design strategy for packaging processes means keeping five key factors in mind:
- Process: The design must honour all three parts of the process: function, implementation and operation in order to deliver real benefits and efficiencies.
- People: The solution architecture must keep in mind the needs of every stakeholder group involved, including investor, owner, installer, operator and end-user. While there is temptation to focus on the front end needs of the first three groups above, the most profound advantages lie in delivering on-going benefits in operation and the sophistication of packaging.
- Strategy: The solution architecture must be aligned to overall corporate objectives and business strategy to enhance overall product development and specific modularization.
- Technology: The modular design must incorporate the capability, methods and practices needed to create connective interfaces, enable effective collaboration and inter-operability across the enterprise and maintain control over the interfaces between process and product.
- Implementation: The modular approach must be adapted to the existing development process and embedded into on-going operations to minimise adaptation demands.
Top load packaging modular design
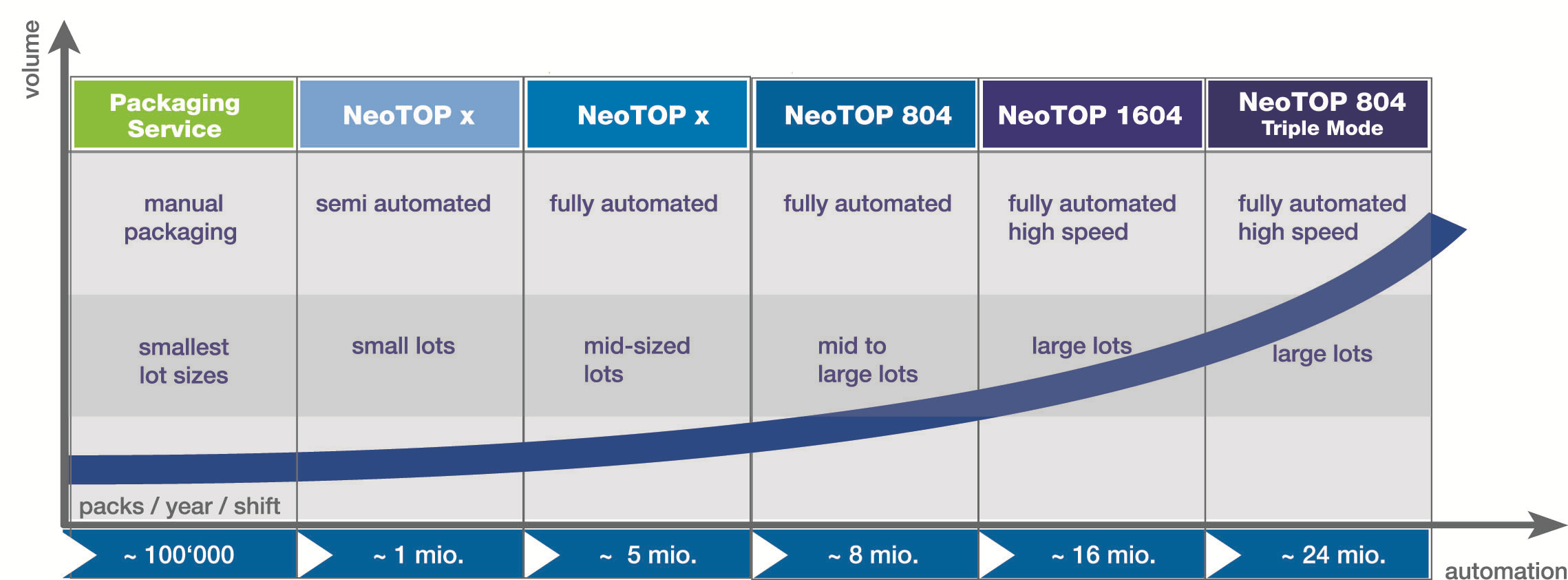
Dividella’s NeoTOP range harnesses modular design concepts to provide linear upgrade paths from small lots all the way up to industrial scale production.
NeoTOP Systems range from optimized to manual packaging of small batches of parenterals and other products, through to the top of the range designed for fully automated full-scale production.
The modular NeoTOP concept allows clients to quickly integrate specific product inserters, manual insertion modules or other adaptations with consistent sharing of specialized modules that add specific infeeding and other capabilities.
The NeoTOP concept emphasizes a modular approach to design, assembly and regulatory compliance that can adapt to radical product changes and pack arrangements, extending through to actual packaging.
This approach revolutionizes the overall production and logistical process to allow wider choices of materials and adoption of advanced packaging concepts. Innovations like folding wings, extended panels, integrated partitioning, external wafer seals, recyclable material and space-saving deliver further cost-saving benefits in distribution and logistics, material costs, damage reduction, tamper proofing and tracking. All these feed through to reduce Total Cost of Package (TCP) and Total Cost of Ownership (TCO).
Modular design for Pharma 4.0
Dividella and its Medipak Systems stable mates are collaborating to pioneer innovative solutions in line with Industry 4.0 concepts of leveraging the power of shared data and artificial intelligence, as well as a the increased connectivity enabled by the Internet of Things (IoT).
They have developed a family of advanced solutions that can work in isolation or in combination as part of a Pharma 4.0 approach. These are clustered around the Plug & Produce concept of vertical integration that imposes a standardized interface between machines in production and the production control system. With Plug and Produce in place, any module, machine, device or even entire production lines can be connected ort disconnected from the overall architecture as simply as plugging a drive into a computer using a USB interface.
Plug and Produce opens the way for a series of further advanced Medipak Systems solutions that include:
- Smart Packaging: Packs that incorporate digitally encoded data to communicate with the production process and ultimately with end-user to personalize the product and take security to higher levels. Smart packaging can instruct the machine to vary settings to the requirements of the individual package and even an individual patient.
- Enterprise Manufacturing Intelligence (EMI): Translates production data into usable information to enhance product quality and productivity. The producer can make superior decisions based on real time data that improve process stability and process efficiency.
- Smart Devices: These deliver the right information at the right time and place to enable remote operation and system diagnosis. The mobile and extended human-machine interface (HMI) gives the operator much greater control and scope for action, resulting in higher quality and hugely simplified setup and maintenance.
- Condition Monitoring & Predictive Analytics: Real time interpretation of meta data can reduce downtime and optimize deployment of personnel and resources by detecting critical incidents before they occur. Reactive maintenance is replaced with data mining and machine learning.
Dividella NeoTOP Cartoners

Dividella’s modular concept enables advanced packaging delivering superior product protection and compact design

Modular concepts for Pharma 4.0 functionality extends to ‘smart packs’ incorporating QR codes to provide direct internet communication with patient
The Plug & Produce concept enables fast and easy integration of machines and automation systems into an overall modular pharmaceutical production environment
Related Articles










